nous_
Contactez
Annuler
Demander
un échantillon_
Annuler
_Qu’est-ce que le fluoperçage ?
Le fluoperçage est un procédé de perçage thermique qui utilise la chaleur frictionnelle pour former des douilles dans des tubes ou tôles en métal. La friction résulte de la combinaison de la vitesse de rotation et de la force axiale appliquée à l’outil.
La friction monte le matériau en température et le ramollit suffisamment pour former un trou tout en déplaçant le matériau vers le bas pour former une douille.
La hauteur de la douille obtenue représente environ 3 fois l’épaisseur initiale de la matière.
Avec Formdrill, vous avez le choix entre deux finitions de surface : standard avec une collerette sur le dessus de la pièce ou plat, dans ce cas la collerette est arasée en fin d’opération pour obtenir une surface plane.
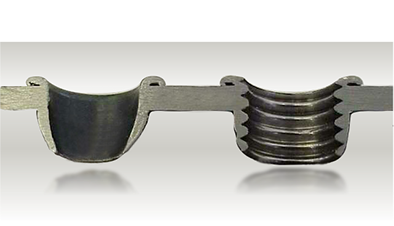

Avec collerette conservée
Avec collerette arasée
La température de l’outil peut atteindre 900° C et la pièce de travail jusqu’à 700° C.
En fluoperçage, le trou est créé sans aucune phase coupante.
Le système de fluoperçage peut être utilisé dans la plupart des métaux ferreux et non-ferreux comprenant l’acier doux, l’inox, le cuivre, le laiton, l’aluminium avec une épaisseur matière de 1 mm jusqu’à 12 mm selon les diamètres de perçage.
Le fluoperçage est idéal pour l’automatisation car c’est un procédé sans copeau, d’une grande précision sur le diamètre obtenu et avec une durée de vie des outils élevée.
Des vis autotaraudeuses peuvent être utilisées pour éliminer l’opération de taraudage.
Les douilles formées peuvent être utilisées comme trous traversant pour réaliser des passages d’axes, des piquages brasés ou soudés, des supports de palier pour des pièces en U par exemple.

Aucun équipement spécifique n’est requis. Une perceuse à colonne standard, un centre d’usinage, une fraiseuse conviennent. Les seules exigences sont la vitesse de broche de la machine, la puissance du moteur et la force axiale nécessaires pour permettre à l’outil de déplacer le matériau. Exemple : un fluoperçage pour M8 demande une vitesse de rotation de 2.500 tr/min et une puissance moteur de 1,5 kW, un fluoperçage pour 1/2" BSP demande une vitesse de rotation de 1.200 tr/min et une puissance moteur de 3 kW.
Les seuls éléments dont vous avez besoin pour commencer en fluoperçage sont un
porte-outil, une pince, un outil de fluoperçage, un taraud à refouler et les lubrifiants.
Nos porte-outils sont équipés d’une bague de dissipation pour évacuer l’excès de chaleur généré par la répétition des opérations de fluoperçage. Le fluoperceur est monté en pince pour une meilleure tenue.
La lubrification est recommandée pour prolonger la durée de vie en réduisant l’accumulation de matière sur l’outil. Les lubrifiants sont disponibles sous forme pâteuse et liquide. Des unités de lubrification ont été développées pour utilisation avec les machines spéciales ou à commande numérique.


_Qu’est-ce que le fluotaraudage ?
Traditionnellement, les filets taraudés sont formés avec des tarauds coupants. Ces outils sont conçus pour former le filet par enlèvement de matière et obtenir un filetage dans la géométrie prévue. Ces outils utilisent une caractéristique, appelée arête de coupe, pour obtenir une action de coupe progressive lorsque le taraud entre dans le trou. Des rainures permettent également la formation et l’évacuation des copeaux générés par la phase de coupe et laissent l’espace nécessaire au lubrifiant ou liquide de refroidissement pour aider au processus.
La formation des filets avec un taraud coupant dans une douille obtenue par fluoperçage affaiblirait l’assemblage du fait de la formation des filets par enlèvement de matière.
Formdrill préconise l’utilisation de tarauds à refouler après une opération de fluoperçage. Notre objectif est de former les filets en conservant un maximum de matière dans la douille.
Le fluotaraudage peut être utilisé dans des matériaux déformables à froid. Cela comprend les aciers, les aciers inoxydables, les métaux légers, les alliages de métaux légers et autres matériaux ayant une résistance à la traction jusqu’à 1.200 N/mm². Généralement, les matériaux qui génèrent des copeaux longs lors du perçage sont compatibles avec le taraudage par déformation.

Les tarauds à refouler créent un filetage par déplacement de matière à l’intérieur du trou. Le matériau repoussé épouse
la forme du filetage du taraud sans création de copeau. Certaines caractéristiques du taraud, comme la géométrie des arêtes de déformation, sont modifiées pour tenir compte des forces nécessaires pour déplacer le matériau et former le filetage.
Les arêtes de coupes et goujures sont remplacées par une forme polygonale avec des sommets appelés lobes.
Ces lobes sont optimisés pour réduire la surface de contact avec la matière travaillée. La réduction du frottement est un élément majeur pour réussir à obtenir des filets par déformation de matière.

Taraudage coupant

Fluotaraudage
Le fluotaraudage requiert un trou d’un diamètre légèrement plus grand car le matériau sera déplacé de part en part du creux et du sommet du filet du taraud à refouler. Ainsi, une fois l’opération de fluotaraudage terminée, le diamètre du sommet de filet sera plus petit que le trou initial obtenu par fluoperçage.
Il est universellement admis que les filets obtenus par déformation sont plus résistants, avec un meilleur état de surface que ceux obtenus avec un taraud conventionnel. Les tarauds à refouler peuvent également être utilisés avec des vitesses de rotation et d’avance plus élevées.

Taraudage coupant

Fluotaraudage
Le processus de travail à froid et sans coupe a un effet de compression extrême sur le matériau, en particulier à la base et au sommet de filet, et ne casse pas la fibre de la matière
Le taraudage par déformation est particulièrement adapté pour la réalisation d’assemblages filetés obtenus après une opération de fluoperçage. Il permet de ne pas affaiblir la douille fluopercée et d’obtenir un filetage très résistant et qualitatif.

Demander de la
documentation_
Annuler

_Info
_Documentation
_Echantillon
Cliquez sur le bouton « Contactez-nous », nous pourrons ainsi discuter de votre application.
Cliquez sur le bouton « documentation » pour recevoir notre documentation
Cliquez sur le bouton « Echantillon » pour recevoir votre échantillon

Echantillon
Contactez-nous
Documentation






